產(chǎn)品分類
PRODUCTS CATEGORY
推薦產(chǎn)品
RECOMMENDED PRODUCTS








聯(lián)系我們
CONTACT US
電話:13718238054
Q Q: 43834183
郵箱:43834183@qq.com
地址:北京市大興區(qū)黃村安順南路
Q Q: 43834183
郵箱:43834183@qq.com
地址:北京市大興區(qū)黃村安順南路

液氮冷卻模具
| 型???????號?? | |
| 參???????數(shù)?? |
液氮冷卻模具系統(tǒng)
在鋁合金型材使用的模具的擠壓過程中,被擠壓的鋁合金坯錠要預(yù)先加熱到450℃,鋁合金模具也要預(yù)先加熱到適當(dāng)溫度,在鋁合金模具的擠壓生產(chǎn)過程中,坯錠在擠壓力作用下從模具口出來并且形成型材產(chǎn)品,鋁錠出模過程中,變形和摩擦原因會產(chǎn)生很大熱量,這樣不斷提高模具系統(tǒng)溫度,系統(tǒng)擠壓速度越快,模具溫度也越快。由此帶來問題:從模具口處擠壓出的高溫鋁合金型材易與空氣接觸發(fā)生氧化使產(chǎn)品組織性能下降。模具強(qiáng)度和抗磨性能下降,壽命降低,生產(chǎn)效率不斷降低。這是制約鋁合金擠壓生產(chǎn)中存在的普遍技術(shù)問題。
產(chǎn)品介紹:
液氮冷卻模具--該系統(tǒng)是在鋁型材擠壓過程中通過少量液氮來冷卻擠壓模具,不干擾生產(chǎn)質(zhì)量的前提下,提升擠壓速度2-3成。甚至更高的水準(zhǔn)。通過液氮制冷模具終端,平衡模具因提高擠壓速度而升高的溫度。從而帶來型材表面過燒,模具磨損加劇等問題。液氮的平衡溫度法,使模具溫度保持在可接受范圍內(nèi),讓模具能夠可持續(xù)的長期穩(wěn)定保持生產(chǎn)效率。液氮消耗后的氮氣可以保護(hù)高溫型材表面不受氧化。增加產(chǎn)品的光亮性。
產(chǎn)品特點:
1 平衡模具終端溫度。提高型材生產(chǎn)效率
2 抗氧化,增加產(chǎn)品表面光亮性
3 減少模具損耗,穩(wěn)定生產(chǎn)效率
技術(shù)方案:
鋁擠壓模具液氮冷卻系統(tǒng),包括模具端和液氮供應(yīng)系統(tǒng)及控制系統(tǒng)。鋁模具端設(shè)置有模具液氮套裝,包含有液氮進(jìn)液套裝、紅外溫度探頭和液氮進(jìn)液端口組成。
液氮供應(yīng)系統(tǒng)主要有液氮罐體組成。根據(jù)客戶系統(tǒng)的液氮使用量來選擇液氮罐體的大小。
控制系統(tǒng)主要由液氮輸送管路、控制閥體、溫度監(jiān)控、自動旁通、安全系統(tǒng)等一整套系統(tǒng)整合的自動控制系統(tǒng)組成。液氮輸送管路負(fù)責(zé)從液氮罐體輸送液氮到控制系統(tǒng)閥體,再輸送到鋁模具端液氮套裝內(nèi)部。整體系統(tǒng)運行由控制系統(tǒng)來運作。

在鋁合金型材使用的模具的擠壓過程中,被擠壓的鋁合金坯錠要預(yù)先加熱到450℃,鋁合金模具也要預(yù)先加熱到適當(dāng)溫度,在鋁合金模具的擠壓生產(chǎn)過程中,坯錠在擠壓力作用下從模具口出來并且形成型材產(chǎn)品,鋁錠出模過程中,變形和摩擦原因會產(chǎn)生很大熱量,這樣不斷提高模具系統(tǒng)溫度,系統(tǒng)擠壓速度越快,模具溫度也越快。由此帶來問題:從模具口處擠壓出的高溫鋁合金型材易與空氣接觸發(fā)生氧化使產(chǎn)品組織性能下降。模具強(qiáng)度和抗磨性能下降,壽命降低,生產(chǎn)效率不斷降低。這是制約鋁合金擠壓生產(chǎn)中存在的普遍技術(shù)問題。
產(chǎn)品介紹:
液氮冷卻模具--該系統(tǒng)是在鋁型材擠壓過程中通過少量液氮來冷卻擠壓模具,不干擾生產(chǎn)質(zhì)量的前提下,提升擠壓速度2-3成。甚至更高的水準(zhǔn)。通過液氮制冷模具終端,平衡模具因提高擠壓速度而升高的溫度。從而帶來型材表面過燒,模具磨損加劇等問題。液氮的平衡溫度法,使模具溫度保持在可接受范圍內(nèi),讓模具能夠可持續(xù)的長期穩(wěn)定保持生產(chǎn)效率。液氮消耗后的氮氣可以保護(hù)高溫型材表面不受氧化。增加產(chǎn)品的光亮性。
產(chǎn)品特點:
1 平衡模具終端溫度。提高型材生產(chǎn)效率
2 抗氧化,增加產(chǎn)品表面光亮性
3 減少模具損耗,穩(wěn)定生產(chǎn)效率
技術(shù)方案:
鋁擠壓模具液氮冷卻系統(tǒng),包括模具端和液氮供應(yīng)系統(tǒng)及控制系統(tǒng)。鋁模具端設(shè)置有模具液氮套裝,包含有液氮進(jìn)液套裝、紅外溫度探頭和液氮進(jìn)液端口組成。
液氮供應(yīng)系統(tǒng)主要有液氮罐體組成。根據(jù)客戶系統(tǒng)的液氮使用量來選擇液氮罐體的大小。
控制系統(tǒng)主要由液氮輸送管路、控制閥體、溫度監(jiān)控、自動旁通、安全系統(tǒng)等一整套系統(tǒng)整合的自動控制系統(tǒng)組成。液氮輸送管路負(fù)責(zé)從液氮罐體輸送液氮到控制系統(tǒng)閥體,再輸送到鋁模具端液氮套裝內(nèi)部。整體系統(tǒng)運行由控制系統(tǒng)來運作。
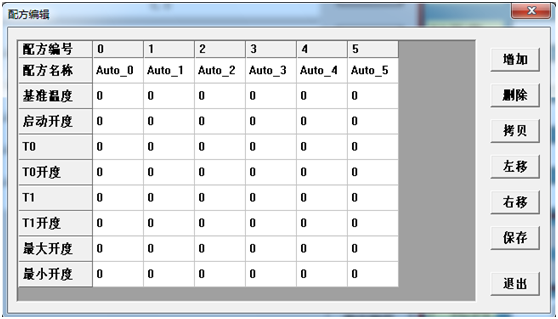
模具的液氮冷卻過程通過計算機(jī)系統(tǒng)精確控制,液氮供應(yīng)及控制系統(tǒng)能精確控制液氮流量,不會造成坯料過冷,可以保證閥體開度,保證最佳冷卻效果及其最佳工藝溫度,從而最大限度提高擠壓效率。
班德液氮罐全系產(chǎn)品提供一年免費售后服務(wù)
五年真空質(zhì)保。
五年真空質(zhì)保。

